診斷機能(DGNOS)
按下<DGNOS>鍵,下方出現各功能鍵,分別為【警報系統】、【IOCSA】、【MLC2】、【系統資訊】、【加工參數】、【系統更新】、【循圓檢測】。在診斷功能畫面上可以得知人機介面的訊號及機器本身之狀況,便於維修及系統測試。
警報內容

按【警報內容】進入【警報】、【警告】、【訊息】、【歷程紀錄】的子功能顯示畫面。當有任何警報或MLC方面的操作警示出現時,警報或訊息會出現在螢幕上。操作者可利用此畫面來排除控制器的異常狀況。
警報
在系統運作中發生了問題,就會產生警報訊息。並使系統停止運轉,並將警報訊息列在螢幕中。當問題處理完畢,
必須按<RESET>,才能將狀況解除。
警告
警告訊息是配合MLC LADDER的設計所決定的,例如,防護門沒有關好,由LADDER程式發出”DOOR NOT CLOSE”,或是切削水循環故障而引出”COOLANT LOW”…等。所以當警示出現,應根據LADDER程式來檢查機械及周邊設備的狀況。當系統發出警告訊息會使系統停止運轉,並將警告訊息列在顯示視窗。當問題處理完畢,必須按<RESET>,才能將警告解除。
訊息
進入訊息畫面後,可顯示系統的版本和程式除錯訊息,訊息顯示並不會中斷加工的進行,而是顯示系統目前運轉的情況。
歷程記錄
可顯示系統的所有警報/警告記錄,即使警報/警告原因排除,記錄也不會消失。
警報
在系統運作中發生了問題,就會產生警報訊息。並使系統停止運轉,並將警報訊息列在螢幕中。當問題處理完畢,
必須按<RESET>,才能將狀況解除。
警告
警告訊息是配合MLC LADDER的設計所決定的,例如,防護門沒有關好,由LADDER程式發出”DOOR NOT CLOSE”,或是切削水循環故障而引出”COOLANT LOW”…等。所以當警示出現,應根據LADDER程式來檢查機械及周邊設備的狀況。當系統發出警告訊息會使系統停止運轉,並將警告訊息列在顯示視窗。當問題處理完畢,必須按<RESET>,才能將警告解除。
訊息
進入訊息畫面後,可顯示系統的版本和程式除錯訊息,訊息顯示並不會中斷加工的進行,而是顯示系統目前運轉的情況。
歷程記錄
可顯示系統的所有警報/警告記錄,即使警報/警告原因排除,記錄也不會消失。
IOCSA

【IOCSA】是用以查看I/O及系統內部狀態的畫面。共有I、O、C、S、A。
此畫面分為五大部份,而焦點的指定方式則是透過次功能鍵來指定,被指定之類別將顯示於畫面中左上方之欄位(以上圖為例,按下之次功能鍵為【I點】,則該類別顯示於左上方之欄位);而該類別之頁數切換,則是透過<PAGE UP>、<PAGE DOWN>控制。
此畫面分為五大部份,而焦點的指定方式則是透過次功能鍵來指定,被指定之類別將顯示於畫面中左上方之欄位(以上圖為例,按下之次功能鍵為【I點】,則該類別顯示於左上方之欄位);而該類別之頁數切換,則是透過<PAGE UP>、<PAGE DOWN>控制。
MLC2

按下【MLC2】主功能鍵畫面如下,可看到【階梯圖】、【計數器】、【變數R】、【變數D】、【計時器】五個子功能。
按下【階梯圖】畫面如下:
在【階梯圖】的輸入列可以輸入欲搜尋的I、O、C、S、A、R、TM….等等的字母後面加上其編號,再按下【INPUT】即可搜尋所在位置。例如:輸入TM001或是TM1即可搜尋到其位置。
按下【計數器】則可以查看目前系統各變數的值。
按下【變數R】則可以查看目前系統各變數的值。
按下【計數器】、【變數R】、【變數D】、【計時器】則可以查看目前系統各變數的值。
按下【計時器】則可以查看目前系統各變數的值。
按下【階梯圖】畫面如下:
在【階梯圖】的輸入列可以輸入欲搜尋的I、O、C、S、A、R、TM….等等的字母後面加上其編號,再按下【INPUT】即可搜尋所在位置。例如:輸入TM001或是TM1即可搜尋到其位置。
按下【計數器】則可以查看目前系統各變數的值。
按下【變數R】則可以查看目前系統各變數的值。
按下【計數器】、【變數R】、【變數D】、【計時器】則可以查看目前系統各變數的值。
按下【計時器】則可以查看目前系統各變數的值。
系統資訊

系統資訊是顯示系統維護變數的畫面,此功能提供給設計者及系統維護人員使用。按下【系統資訊】得畫面如圖:
硬體診斷
診斷的項目共有九項,這些項目主要是檢查軸卡到I/O卡的傳輸線是否有接好,Jump的位置是否正確等等,若視窗右邊中的?在診斷過後轉變成 ×,代表此一項目有錯誤,可以在解決對策的訊息列中得到可能發生的錯誤,以檢查並消去錯誤的產生。
視窗最上方的擋塊狀態,表示原點擋塊的狀態若各軸的值為1表示各軸目前的位置在擋塊上位置。
硬體診斷
診斷的項目共有九項,這些項目主要是檢查軸卡到I/O卡的傳輸線是否有接好,Jump的位置是否正確等等,若視窗右邊中的?在診斷過後轉變成 ×,代表此一項目有錯誤,可以在解決對策的訊息列中得到可能發生的錯誤,以檢查並消去錯誤的產生。
視窗最上方的擋塊狀態,表示原點擋塊的狀態若各軸的值為1表示各軸目前的位置在擋塊上位置。
 | 加工參數
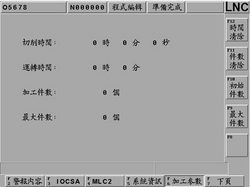
當按下【加工參數】主功能鍵時,螢幕右側會出現【時間清除】、【件數清除】、【初始件數】、【最大件數】次功能鍵,分別可清除運轉時間及加工部品數。 切削時間:每當使用者按下了操作面板上的Cycle Start鍵,切削時間先重置(歸零)然後開始計時,直到這個加工行程結束。 運轉時間:運轉時間是每次開機後切削時間的總合,直到關機後才被重置(歸零)。使用【運轉時間清除】,也可以立刻歸零。 加工件數:當CNC系統每次讀入M02或M30等程式結尾的M碼時,系統會自動將加工部品數逐次加上。使用【加工參數】中的功能可將部品數(工件數)清除。 |
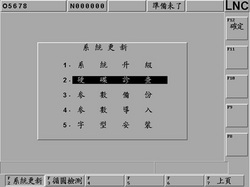
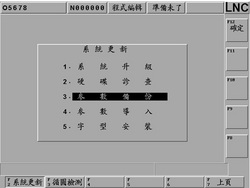
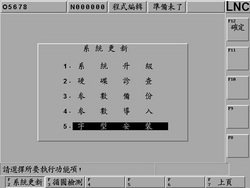
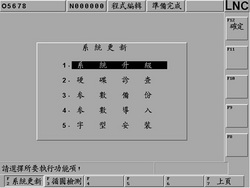 | 系統更新 此一功能只有在準備未了的狀態下才能執行。先按下EMG-STOP後再按下【系統更新】按鍵。此時會出現一個經由游標選擇功能的視窗(如下圖),讓使用者選擇要進行的工作項目為何。各項功能列表如下: |
系統升級
本功能提供2種升級方式:一般磁碟/網路方式及RS232傳輸方式。請先確認您已插入附有本公司最新版軟體的軟碟或網路線或傳輸線已接妥,然後按【確定】,將會出現安裝畫面,在安裝過程中會有安裝程式介紹,只要按照安裝程式的介紹即可升級系統。 | 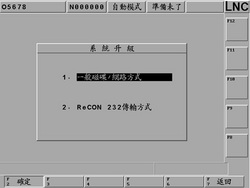 |
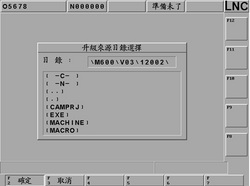
在選擇升級來源目錄確認後,請將光棒按[右鍵]使光棒跳到目錄欄位才可以按下【確定】。
|  |
控制器再次確認是否要系統升級,如果確認無誤在按下【確定】。
接著會跳出系統到DOS畫面,出現如下圖,顯示目前版本與更新版本,確定無誤按下【Y】, 系統便會自動進入更新程序。系統更新已完畢,請按任意鍵系統重新開機後, 再次進入系統就可以使用新版本控制器軟體。 | 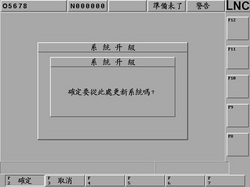 |
 | 硬碟診查
選擇此功能會彈出確定與否的對話盒,按下確定鍵後將回到DOS模式下,讓使用者選擇要工作的磁碟為A或C,若使用者無輸入值,則執行預設值C磁碟機。提供給使用者選擇的工作項目有以下四類: (1)掃毒(2)磁碟掃描(3)磁碟重整(0)離開系統 |
 | 參數備份
選擇此一功能,將彈出如下的對話盒,讓使用者選擇要備份的參數項目有哪些,選定按下確定鍵後會彈出讓使用者輸入備份路徑的對話盒,使用者輸入或選取後再按下確定鍵即可完成參數備份的動作。 |
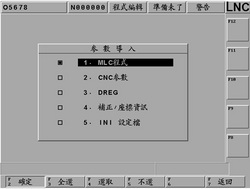 | 參數導入
選擇此項功能會先彈出提示使用者,按下確定後,在彈出的對話盒中選取更新參數的項目 按下確定後,會出現輸入參數更新來源路徑輸入的對話盒,輸入或選取來源的路徑及檔名後按下確定,即可載入參數檔。 |
 | 字型安裝
選擇此項功能將會出現如下畫面,使用者指定字型來源後按下【安裝】即可。 |
循圓檢測

平面:按下<input>後會彈出選單,可選擇XY、YZ、ZX任一平面作循圓平面。
順/逆圓:按下<input>後會彈出選單,可選擇(G02)順向或逆向(G03)作為循圓的動作。取樣週期:設定量測誤差的取樣間隔時間(ms)。
圓心XYZ:輸入圓心的絕對座標(X、Y、Z)。
半徑:設定循圓的半徑(mm)。
進給率:設定循圓進給率(mm/min)。
取樣點數:顯示取樣量測的總點數。
取樣點數=(2*PI*循圓半徑*60*1000)/(進給率*取樣週期)。
(註)PI= 3.1415926
平均誤差:顯示平均誤差值。
平均誤差=總合除以取樣點數/取樣點數
標準差:資料與平均數之間的差異量數。
最大誤差:最大的循圓誤差值。
最小誤差:最小的循圓誤差值。
倍率:顯示循圓誤差放大倍數(N/1),N為倍數。
(註)循圓誤差為各取樣點至圓心的距離和圓半徑的差值。
倍率加/減:可設定子功能鍵操作的誤差放大倍率。按下該鍵,該鍵會下陷,並且顯示【倍率減】再按一次該鍵,該鍵會凸起,並且顯示【倍率加】
【1】
當上方按鍵顯示【倍率加】,則按下該鍵倍率會加1。
當上方按鍵顯示【倍率減】,則按下該鍵倍率會減1。
【10】
當上方按鍵顯示【倍率加】,則按下該鍵倍率會加10。
當上方按鍵顯示【倍率減】,則按下該鍵倍率會減10。
【100】
當上方按鍵顯示【倍率加】,則按下該鍵倍率會加100。
當上方按鍵顯示【倍率減】,則按下該鍵倍率會減100。
【開始】
當循圓參數設定完成後,按下此鍵,表示設定完成。等待操作者按下cycle start開始進行循圓動作。再按一次[開始]鍵,此鍵會凸起,表示取消循圓動作。
順/逆圓:按下<input>後會彈出選單,可選擇(G02)順向或逆向(G03)作為循圓的動作。取樣週期:設定量測誤差的取樣間隔時間(ms)。
圓心XYZ:輸入圓心的絕對座標(X、Y、Z)。
半徑:設定循圓的半徑(mm)。
進給率:設定循圓進給率(mm/min)。
取樣點數:顯示取樣量測的總點數。
取樣點數=(2*PI*循圓半徑*60*1000)/(進給率*取樣週期)。
(註)PI= 3.1415926
平均誤差:顯示平均誤差值。
平均誤差=總合除以取樣點數/取樣點數
標準差:資料與平均數之間的差異量數。
最大誤差:最大的循圓誤差值。
最小誤差:最小的循圓誤差值。
倍率:顯示循圓誤差放大倍數(N/1),N為倍數。
(註)循圓誤差為各取樣點至圓心的距離和圓半徑的差值。
倍率加/減:可設定子功能鍵操作的誤差放大倍率。按下該鍵,該鍵會下陷,並且顯示【倍率減】再按一次該鍵,該鍵會凸起,並且顯示【倍率加】
【1】
當上方按鍵顯示【倍率加】,則按下該鍵倍率會加1。
當上方按鍵顯示【倍率減】,則按下該鍵倍率會減1。
【10】
當上方按鍵顯示【倍率加】,則按下該鍵倍率會加10。
當上方按鍵顯示【倍率減】,則按下該鍵倍率會減10。
【100】
當上方按鍵顯示【倍率加】,則按下該鍵倍率會加100。
當上方按鍵顯示【倍率減】,則按下該鍵倍率會減100。
【開始】
當循圓參數設定完成後,按下此鍵,表示設定完成。等待操作者按下cycle start開始進行循圓動作。再按一次[開始]鍵,此鍵會凸起,表示取消循圓動作。


