車床控制面板
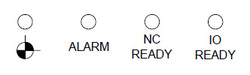 | LED 燈號(LED SIGNAL)
1:各軸已回原點。 2:控制器發出警報警告時自動亮燈。 3:電源開啟後自動亮燈。 4:I/O 軸卡自我硬體線路測試,確認正常後亮燈。 |
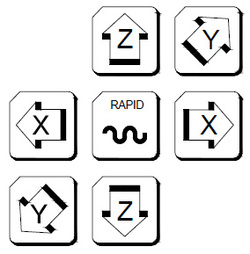
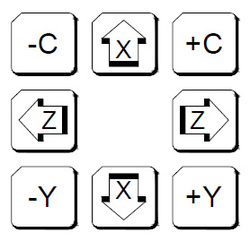 | 軸向選擇(AXIS SELECTION)
這些按鍵是用來在手動連續進給(JOG)模式及快速進給模式(RAPID)及原點復歸模式(ZRN)模式下指定移動軸方向。舉例來說: 1:在手動連續進給(JOG)模式,壓X不放開,X 軸會持續往正方向移動,放開按鍵停止X 軸移動,其它軸向移動操作方式相同。 2:在快速進給模式(RAPID)模式,同時壓RAPID與X不放開,X 軸會持續往正方向快速進給移動,放開按鍵停止X 軸移動,其它軸向移動操作方式相同。 3:在原點復歸模式(ZRN)模式下壓X一下,將X 軸自動往正方向回原點移動,其它軸向移動操作方式相同。 |
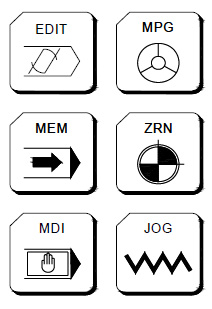 | 模式選擇(MODE SELECT)
操作面板上共分7 種模式,有程式編輯模式(EDIT)、自動加工模式(MEM)、手動輸入模式(MDI)、手輪操作模式(MPG)、原點復歸模式(ZRN)、 連續寸動模式(JOG)、增量寸動模式(RAPID)。 1:程式編輯模式(EDIT) 在此模式下,使用者可以編輯新程式,或是修改舊有程式。 2:自動模式(MEM) 在此模式中,做程式自動執行的操作、或程式在啟動操作。 3:手動輸入模式(MDI) 在此模式中,主要是多行單節程式執行。 4:手搖輪模式(MPG) 在此模式中,使用者以手輪控制伺服軸的進給。手輪控制面板有提供倍率選擇開關,分別是1 倍=0.001mm、10 倍=0.01mm、100 倍=0.1mm 與快速進給25%、50%、100%按扭共用,最小指令單位(0.001mm或0.0001 inch)。 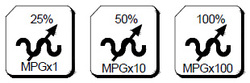 5:原點復歸模式(ZRN)
操作各軸的原點復歸。當切換到此模式中,選按各軸回原點的方向鍵(與手動連續進給的按鍵相同),則該軸會以參數中設定的原點復歸速率進給,直到碰到檔塊(DOG)時,伺服軸開始搜尋原點的位置,直到到達原點停住,此時該軸之+方向指示燈會亮起,並每當使用者切換至HOME 時,此燈即會亮起,以提示使用者機台以完成歸HOME 動作。每當重新打開機台時,應先做原點復歸動作後再進行其他的加工程式,這樣才能確保各軸座標的正確性。如果伺服機構搭配絕對式編碼器,回原點方式就不需要碰到檔塊(DOG),直接回到原點位置便完成原點復歸。 6:連續寸動模式(JOG) 在此模式下,操作者可選擇移動方向來移動軸,移動速率由進給速率按鈕來決定。 7:快速進給模式(RAPID) 在此模式下,操作者可選擇軸移動方向來移動軸,移動速率由快速進給百分比按鈕決定。快速進給在三種情形下有效,執行程式中的G00、手動快速進給模式(RAPID)及原點復歸的前段位速率。進給率百分比按鈕共有4 段LOW、25%、50%、100%可以搭配,LOW 的速率是由參數40 號設定。 |
 | SBK(單節執行)
控制單節執行開關,按下此鍵單節執行將開啟,再按一下單節執行將關閉。 當單節執行開關ON 時,程式操作為一個一個單節執行而沒有連續性動作,每個單節需按CYCLE START 循環開啟開關來操作。 |
 | MPG DRN(手輪空跑)
控制手輪空跑開關,按下此鍵手輪空跑將開啟,再按一下手輪空跑將關閉。 系統啟動加工狀態,手輪可以控制程式執行運轉,且程式座標與伺服軸跟著變動,手輪正轉程式往前執行,手輪轉動越快程式執行進給越快,但手輪轉動最快不會超過程式進給命令值,手輪停止不轉程式就不動。 |
 | OP STOP(選擇暫停)
控制選擇暫停開關,按下此鍵選擇暫停將開啟,再按一下選擇暫停將關閉。每當程式執行到M01 時,程式會暫停,如要繼續執行,使用者需按”CYCLE START”,程式才會在往下執行。 |
 | BDT(選擇跳躍)
控制選擇跳躍開關,按下此鍵選擇跳躍將開啟,再按一下選擇跳躍將關閉。程式開頭有”/”符號的單節將被略過而不被執行。 |
 | TRU CW(刀塔正轉)
為手動刀塔順時針方向旋轉。在手動模式下(這裡指的是JOG、RAPID、MPG),按壓此按鍵(CW 指示燈亮)時,刀塔會以順時針方向旋轉,直到手指放開此按鍵後刀塔會停在下一個位置。這個按鍵的狀態不會自我保持,換言之,當手放開時狀態就取消(指示燈滅)。 |
 | TRU CCW(刀塔反轉)
為手動刀塔逆時針方向旋轉。動作方式與TRU CW 按鍵相同。 |
 | CHIP (捲削機)
控制捲削機正轉開關,按下此鍵捲削機將開啟,再按一下捲削機將關閉。 |
 | CK (夾頭開關)
主軸夾頭按鍵,按壓此按鍵可控制夾頭縮放。 |
 | CTCH(收料器)
工件收料器按鍵,按壓此按鍵可控制收料器收放。 |
 | TB(尾座頂針)
尾座頂針按鍵,按壓此按鍵可控制尾座頂針前進與後退。 |
 | BLOW (吹氣)
控制吹氣開關,按下此鍵吹氣將開啟,再按一下吹氣將關閉。 |
 | W.L (工作燈)
控制工作燈開關,按下此鍵工作燈將開啟,再按一下工作燈將關閉。 |
 | COOL (切削水)
控制切削水開關,按下此鍵切削水將開啟,再按一下切削水將關閉。 |
 | F1 、 F2 、 F3 (附加功能選擇)
F1、F2、F3:此功能開放給工具機製造廠商定義使用。 |
 | OT REL (過行程極限解除)
OT REL 是Over Travel RELease 的簡稱(過行程解除)。在伺服軸的行程兩端各有一個極限開關,作用是防止伺服機構碰撞而損壞。 每當伺服機構碰觸到行程極限時,就會發生過行程。 在本控制器的過行程發生時,其狀況視同為緊急停止,螢幕上出現"EMERGENCY STOP OR OVER TRAVEL",此時指示燈閃爍,就須檢查伺服機構是否過行程。 如果真的是過行程發生,先將模式切換到手輪操作模式(MPG)或連續寸動模式(JOG),然後壓住此按鍵(指示燈亮),控制器會暫時忽略過行程的緊急情況,而容許操作者以手輪或軸方向鍵將伺服軸移回行程內,此時才放開(OT REL)按鍵,使系統恢復行程檢查,若一切恢復正常,"準備完成"會取代"準備未了",表示恢復正常,可以繼續操作。如果當時還有其它警報訊息出現,在回復正常前,須再按壓[RESET]鍵。在移回伺服機構時請注意移動方向,及移動速率,以免發生撞機。(註)當"準備未了"的狀態突然出現時,可能是過行程的情況發生,尋找原因時,請將過行程列入檢查項目。 |
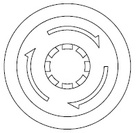
 | MPG 手動脈波產生器
控制器透過手動脈波產生器而產生脈波,透過脈波產生移動位置,使用者可以用MPG 模式配合移動軸向選擇與脈波產生倍率使用來精確移動軸向到預定位置,另外開啟MPG DRN 手輪空跑功能,也是透過手動脈波產生器來控制程式執行方向,手輪正轉程式往下執行,手輪反轉程式往上倒退,方便使用者試車削,降低避免撞車危險。 |
 | 緊急停止鍵(EMG-STOP)
在危險或緊急的狀況下壓下這個鍵鈕,將停止所有動作。 解除按鈕的方法是依按鈕上的箭頭方向,將按鈕旋轉,按鈕將自動放開跳起解除。 當按鈕被壓下後,系統狀態處於準備未完成情況(狀況欄位會顯示準備未了)。而且為了達到徹底的安全,電控箱中的進給驅動電源將被切斷。解除緊急停止前,先確認故障原因是否排除,且緊急停止解除後應重新執行原點復歸的動作,以確保座標位置的正確性。注意:只要壓下緊急停止,解除時每次都必須要在做次原點復歸,但絕對式原點則不限制。 |
 | 程式啟動(CYCLE START)& 程式暫停(FEED HOLD)
程式啟動(CYCLE START) 在輸入程式後,將操作模式切換到記憶模式(MEM)或手動輸入模式(MDI),按下程式啟動鍵以執行程式。在程式被執行中,它的指示燈會點亮。程式啟動(CYCLE START)鍵的使用時機有底下幾種: 1:記憶模式(MEM)中自動執行 當程式被選定,在記憶模式下,按程式啟動鍵執行程式。程式在執行中,指示燈會保持點亮直到程式執行結束。程式執行前,三軸須先回原點,若不回原點,可在使用者功能設定畫面中將原點需求切至off,即可不須回原點就可以執行程式。 2:手動資料輸入模式(MDI)中自動執行 在手動輸入模式中,使用者可以輸入單節的程式指令,例如G91 G01 X100. Z100.;然後程式按啟動(CYCLESTART)鍵,去執行此一單節指令。這種執行模式的目的與記憶模式的目的有所不同,通常是用在做測試某些動作的場合。在執行中指示燈一樣會點亮直到執行結束。 程式暫停(FEED HOLD) 按下此鍵可暫停程式執行。在暫停期間,FEED HOLD 指示燈會點亮。輔助機能(M),主軸機能(S)和刀具機能(T),則會保留現在的狀態。再按一次程式啟動鍵,才能繼續執行未執行之程式。 |
 | 主軸操作鍵
在手動模式下(這裡指的是JOG、RAPID、MPG),主軸的運轉可隨時由此3 鍵來控制。 CW :主軸正轉。 STOP :主軸停止運轉。 CCW :主軸反轉。 手動模式中,不論主軸正、反轉,其轉速指令是由0% ~ 120%間12 段調整。有一點要注意的是轉向切換時,一定要經過停止鍵(STOP)的過程,否則無效。 |
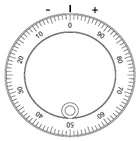
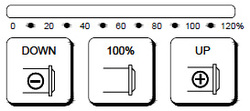 | 主軸速率調整鈕
當主軸在自動模式或手動資料輸入模式下,以指令M3(或M4)Sxx…..使主軸啟動旋轉後,主軸的實際轉速可以 UP+、DOWN- 藉此按鈕調整,從0% ~ 120%可調整使用。 例如:下達指令M3 S1000,而調整按鈕定在120%時,時際轉速會是1200PRM。假如目前設定在10%狀態100PRM,按下100%按鈕便可馬上將實際轉速恢復成1000PRM 。 |
 | 快速進給率調整鈕
執行程式中的G00、手動快速進給模式(RAPID)及原點復歸的前段位速率。進給率百分比按鈕共有4 段LOW、25%、50%、100%可以搭配,LOW 的速率是由參數40 號設定。 |
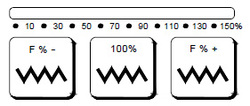 | 寸動進給率調整鈕
進給率(FEEDRATE): 在自動(MEM)或手動資料輸入(MDI)模式下,使伺服軸以G01…F…的指令進給時,其實際進給速率可由此按鈕開關做階段性的調整,從0%到150%範圍間。 例如,指定F100 表示進給速率是100mm/min,但若調整旋鈕定在50%時,實際的進給速率將只有50mm/min。在多數的機台上,這個旋鈕開關對手動連續進給(JOG)模式下的伺服進給速率一樣有效。假如目前設定在10%狀態10mm/min,按下100%按鈕便可馬上將實際進給速率恢復成100mm/min。 |
銑床控制面板
 | 軸向選擇(AXIS SELECTION)
這些按鍵是用來在手動連續進給(JOG)模式及快速進給模式(RAPID)及原點復歸模式(ZRN)模式下指定移動軸方向。舉例來說: 1:在手動連續進給(JOG)模式,壓X不放開,X 軸會持續往正方向移動,放開按鍵停止X 軸移動,其它軸向移動操作方式相同。 2:在快速進給模式(RAPID)模式,同時壓RAPID與X不放開,X 軸會持續往正方向快速進給移動,放開按鍵停止X 軸移動,其它軸向移動操作方式相同。 3:在原點復歸模式(ZRN)模式下壓X一下,將X 軸自動往正方向回原點移動,其它軸向移動操作方式相同。 |
 | MST(MST 碼忽略)
控制MST 開關,按下此鍵MST 碼忽略將開啟,再按一下MST 將關閉。程式有 ” M ” ” S ” ” T ” 碼將被略過而不被執行。 |
 | MAG CW (刀庫正轉)
為手動刀庫順時針方向旋轉。在手動模式下(這裡指的是JOG、RAPID、MPG),按壓此按鍵(CW 指示燈亮)時,刀盤會以順時針方向旋轉,直到手指放開此按鍵後刀盤會停在下一個位置。這個按鍵的狀態不會自我保持,換言之,當手放開時狀態就取消(指示燈滅)。 |
 | MAG CCW (刀庫反轉)
為手動刀庫逆時針方向旋轉。動作方式與 MAG CW 按鍵相同。 |
 | ORI (主軸定位)按下該鈕主軸會進行定位動作,要取消定位按下RESET 即可取消。
|
 | CHIP CW (捲削機正轉)
控制捲削機正轉開關,按下此鍵捲削機將自動排削運轉,再按一下就關閉或者搭配使用者參數控制每次排削時間。 |
 | CHIP CCW (捲削機反轉)
控制捲削機反轉開關,大都屬於寸動方式,此鍵壓住不放捲削機反轉,放開捲削機就停止。 |


