補正機能(OFFSET)
按<OFFSET>進入補正機能畫面,【刀具補正】、【溫昇補償】、【巨集變數】、【座標系】、【刀具登錄】。操作者可在手動資料輸入模式且機械準備完成狀態時修改這些設定。
刀具補正

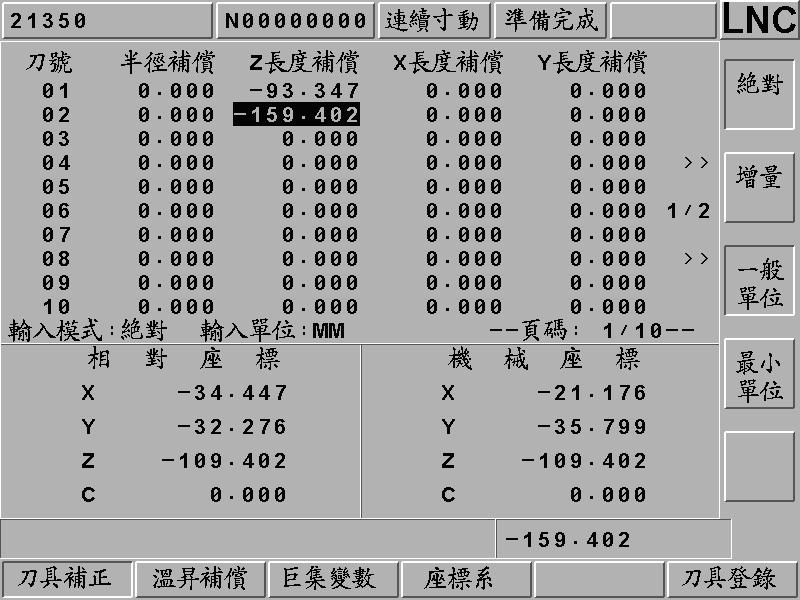
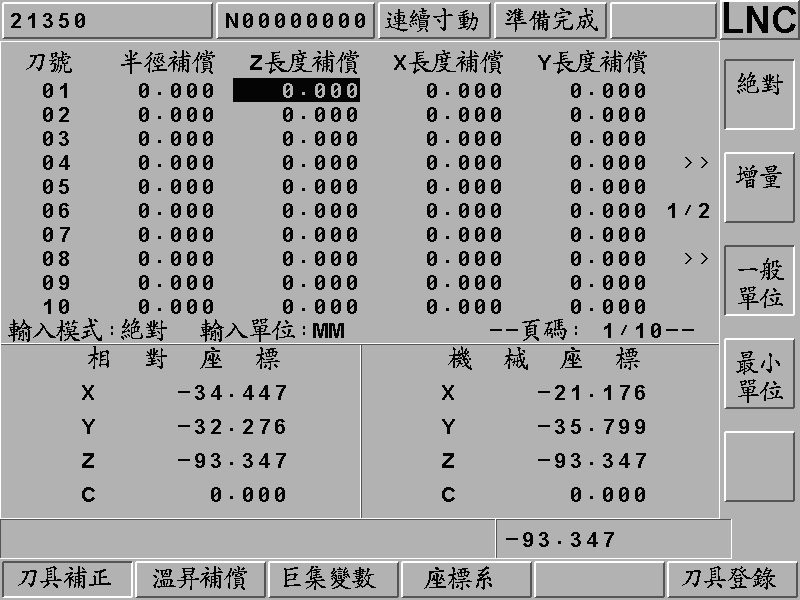
按【刀具補正】鍵可進入以下畫面,並且可在MDI模式下手動資料輸入。
1.刀具補正總共提供99組設定,利用<PAGE↓>、<PAGE↑>可切換設定畫面。
2.移動游標光棒到欲設定的組號上,在資料輸入列輸入設定值,再按下<INPUT>即可寫入控制器。
每次在工件程式中使用一刀具補正號碼時,絕對座標將隨著刀具補正值而變化,其值為
絕對座標值 = 機械座標值–外部偏移–G54~G59偏移–(刀具外形補正值+刀具磨耗補正值)
【絕對】採用絕對值設入,例如原本數值0.500,輸入-0.1,該欄位顯示-0.100。
【增量】採用增量值設入,例如原本數值0.500,輸入-0.1,該欄位顯示0.400。
【一般單位】數值的單位採用一般單位設入,例如原本數值0.500,輸入1,該欄位顯示1.000。
【最小單位】數值的單位採用最小單位設入,例如原本數值0.500,輸入1,該欄位顯示0.001。
1.刀具補正總共提供99組設定,利用<PAGE↓>、<PAGE↑>可切換設定畫面。
2.移動游標光棒到欲設定的組號上,在資料輸入列輸入設定值,再按下<INPUT>即可寫入控制器。
每次在工件程式中使用一刀具補正號碼時,絕對座標將隨著刀具補正值而變化,其值為
絕對座標值 = 機械座標值–外部偏移–G54~G59偏移–(刀具外形補正值+刀具磨耗補正值)
【絕對】採用絕對值設入,例如原本數值0.500,輸入-0.1,該欄位顯示-0.100。
【增量】採用增量值設入,例如原本數值0.500,輸入-0.1,該欄位顯示0.400。
【一般單位】數值的單位採用一般單位設入,例如原本數值0.500,輸入1,該欄位顯示1.000。
【最小單位】數值的單位採用最小單位設入,例如原本數值0.500,輸入1,該欄位顯示0.001。
溫昇補償

在使用不同刀具時,可使用不同的溫昇補償設定值(溫昇補償量及溫昇補償時間),補償設定藉由經驗法則來設定輸入。以加工時間為補償的依據,加工越久補償量越大,呈線性關係,至所設定的溫昇補償量後,即維持不變。另外這個機制將與目前機台的位置無關。
1.溫昇補償總共依刀號提供99組設定,利用<PAGEâ>、<PAGEá>可切換設定畫面。
2.移動游標光棒到欲設定的組號上,在資料輸入列輸入設定值,再按<INPUT>即可寫入控制器。
注意
1.各組溫昇補償量皆不能超過參數0359
2.溫昇補償量單位:um
3.溫昇補償時間單位:sec
4.可搭配參數0358:刀長溫昇補償功能 0)關閉 1)開啟
5.可搭配參數0359:最大容許溫昇補償輸入量
6.若按Reset,則不論有無換刀,溫昇補償量皆先清除為零。
1.溫昇補償總共依刀號提供99組設定,利用<PAGEâ>、<PAGEá>可切換設定畫面。
2.移動游標光棒到欲設定的組號上,在資料輸入列輸入設定值,再按<INPUT>即可寫入控制器。
注意
1.各組溫昇補償量皆不能超過參數0359
2.溫昇補償量單位:um
3.溫昇補償時間單位:sec
4.可搭配參數0358:刀長溫昇補償功能 0)關閉 1)開啟
5.可搭配參數0359:最大容許溫昇補償輸入量
6.若按Reset,則不論有無換刀,溫昇補償量皆先清除為零。
巨集變數

按下【巨集變數】鍵,進入巨集變數畫面。詳細說明可參考程式手冊的巨集章節。
1.巨集變數#開頭的變數是區域變數提供49組設定,@開頭的變數是全域變數提供999組設定,利用<PAGE UP>、<PAGE DOWN>可切換設定畫面。
2.或者在輸入列輸入@100後在按下 <確定>,則會自動搜尋@100欄位。
3.移動游標光棒到欲設定的組號上,在資料輸入列輸入設定值,再按<確定>即可將欲輸入之數值寫入控制器。
1.巨集變數#開頭的變數是區域變數提供49組設定,@開頭的變數是全域變數提供999組設定,利用<PAGE UP>、<PAGE DOWN>可切換設定畫面。
2.或者在輸入列輸入@100後在按下 <確定>,則會自動搜尋@100欄位。
3.移動游標光棒到欲設定的組號上,在資料輸入列輸入設定值,再按<確定>即可將欲輸入之數值寫入控制器。
座標系設定

按下【座標系】,進入工件座標系設定的畫面。
1.控制器提供的工件座標系,操作者可以在準備完成的模式下進行設定。分別為G0、G54、G55、G56、G57、G58、G59、G54P1~P300,並利用<PAGEâ>、<PAGEá>可進行畫面切換。
2.利用方向鍵可移動游標至要變更的工件座標系欄位,並在輸入列內輸入設定值Xxxx (例:X100 )字串輸入後,按<確定>,選定的座標值將立刻被更新。
3.三軸之座標亦可同時輸入寫法為 Xxxx. Yyyy. Zzzz.,可連寫,記得要填小數點,以免混淆。(例:X100. Y120. Z200.)。
4.擴充偏移G0座標系的設定會直接影響其他座標系(G54~G59、G54P1~P300),設定時應考慮工件座標、刀具和程式執行等關係。
控制器提供3種工作座標設入方式,提供使用者方便設入,說明如下:
1.控制器提供的工件座標系,操作者可以在準備完成的模式下進行設定。分別為G0、G54、G55、G56、G57、G58、G59、G54P1~P300,並利用<PAGEâ>、<PAGEá>可進行畫面切換。
2.利用方向鍵可移動游標至要變更的工件座標系欄位,並在輸入列內輸入設定值Xxxx (例:X100 )字串輸入後,按<確定>,選定的座標值將立刻被更新。
3.三軸之座標亦可同時輸入寫法為 Xxxx. Yyyy. Zzzz.,可連寫,記得要填小數點,以免混淆。(例:X100. Y120. Z200.)。
4.擴充偏移G0座標系的設定會直接影響其他座標系(G54~G59、G54P1~P300),設定時應考慮工件座標、刀具和程式執行等關係。
控制器提供3種工作座標設入方式,提供使用者方便設入,說明如下:
【矩形中心】,進入矩形工件座標系設定的畫面,將測量儀器碰觸工件依照【矩形中心】圖示X1、X2、Y1、Y2順序碰觸後按下X1設入、X2設入、Y1設入、Y2設入,控制器會自動求得矩形工件中心。
按下【返回】,回到座標系設定主畫面。 X1設入:將矩形第1點X1軸的機械座標值,直接設入X1工作座標系上。 X2設入:將矩形第2點X2軸的機械座標值,直接設入X2工作座標系上。 Y1設入:將矩形第3點Y1軸的機械座標值,直接設入Y1工作座標系上。 Y2設入:將矩形第4點Y2軸的機械座標值,直接設入Y2工作座標系上。 | 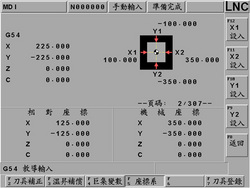 |
【圓形中心】,進入圓形工件座標系設定的畫面,將測量儀器碰觸工件依照【圓形中心】圖示P1、P2、P3順序碰觸後按下P1設入、P2設入、P3設入,控制器會利用三點所到的位置,自動求得圓形工件中心。
按下【返回】,回到座標系設定主畫面。 P1設入:將圓形第1點X、Y軸的機械座標值,直接設入P1 X1、Y1工作座標系上。 P2設入:將圓形第2點X、Y軸的機械座標值,直接設入P2 X2、Y2工作座標系上。 P3設入:將圓形第3點X、Y軸的機械座標值,直接設入P3 X3、Y3工作座標系上。 | 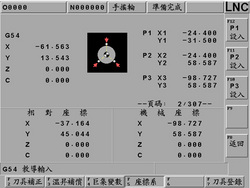 |
【教導輸入】,進入教導輸入工件座標系設定的畫面,將測量儀器碰觸工件所需設定位置,依順序碰觸後按下X設入、Y設入、Z設入、C設入,控制器會依目前量儀器碰觸位置設入各軸。
按下【返回】,回到座標系設定主畫面。全部設入:將目前機台的各軸機械座標值,直接設入(Teach in)游標停在的工作座標系上。 X設入:將X軸的機械座標值,直接設入游標停在的工作座標系上。 Y設入:將Y軸的機械座標值,直接設入游標停在的工作座標系上。 Z設入:將Z軸的機械座標值,直接設入游標停在的工作座標系上。 C設入:將C軸的機械座標值,直接設入游標停在的工作座標系上。 按下【跳至】,進入工件座標系搜尋的畫面,提供使用者方便搜尋,子座標系只有54才可以使用。 | 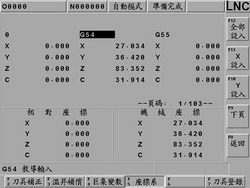 |
刀具登錄

按下【刀具登錄】,進入刀具登錄設定的畫面。
提供使用者對於刀庫的刀號編輯管理,游標停在的刀套號碼上設入欲變更之刀號後在按下確定,即可變更設定完成。
注意:刀套最大使用數量限制,可由參數群組的使用者參數5號設定,須搭配機構刀套數量設定
刀具交換
按下【刀具交換】控制器會將目前待命刀號與主軸刀號交換,透過程式啟動鈕,來進行交換。
提供使用者對於刀庫的刀號編輯管理,游標停在的刀套號碼上設入欲變更之刀號後在按下確定,即可變更設定完成。
注意:刀套最大使用數量限制,可由參數群組的使用者參數5號設定,須搭配機構刀套數量設定
刀具交換
按下【刀具交換】控制器會將目前待命刀號與主軸刀號交換,透過程式啟動鈕,來進行交換。
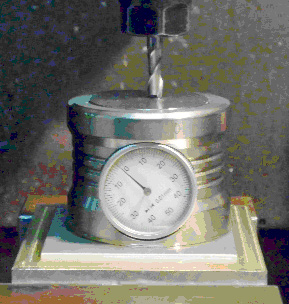
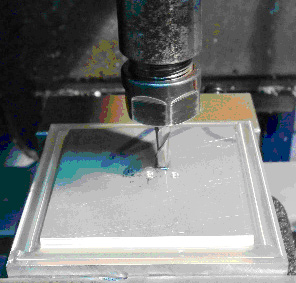
實機介紹如何設定刀長補正及座標設入方式
|
|
|
|
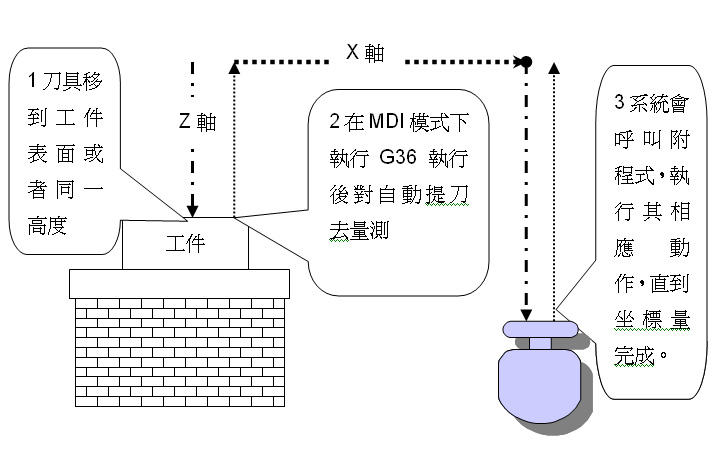
| 在MDI手動模式執行對刀宜設定方式如下
1、G36:沒有刀庫呼叫方式 2、M36 TXX:有刀庫呼叫方,TXX代表欲呼叫之刀號 特別注意 用對刀儀加工時,座標系(00-G59)Z軸除設定少量偏移外,不能設入加工座標,因為在用對刀儀加工時,對刀儀已經自動測量到了Z軸座標,並設定到了刀具補正裏面,如果不小心設入,將會造成刀具損壞危險。 |
控制器提供2 種工作座標設入方式,提供使用者方便設入:
1.【OFFSET】> (座標系)>(矩形中心),進入矩形工件座標系設定的畫面,將測量儀器碰觸工件依照【矩形中心】圖示順序碰觸後按下X1 設入、X2 設入、Y1 設入、Y2 設入,控制器會自動求得矩形工件中心。
1.【OFFSET】> (座標系)>(矩形中心),進入矩形工件座標系設定的畫面,將測量儀器碰觸工件依照【矩形中心】圖示順序碰觸後按下X1 設入、X2 設入、Y1 設入、Y2 設入,控制器會自動求得矩形工件中心。

|
|


|
|


|
|


|
|

2.【OFFSET】> (座標系)>(圓形中心),進入圓形工件座標系設定的畫面,將測量儀器碰觸工件依照【圓形中心】圖示P1、P2、P3 順序碰觸
|
|

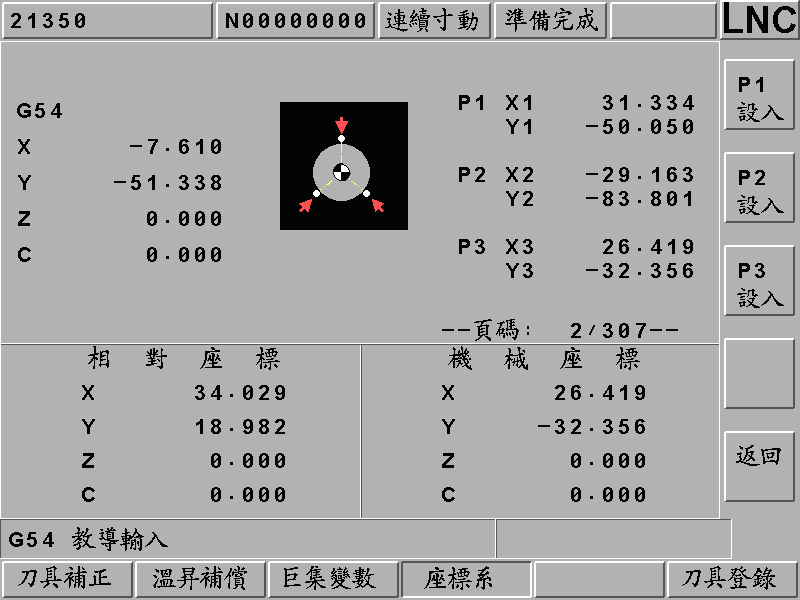
| 後按下P1 設入、P2 設入、P3 設入,控制器會利用三點所到的位置,自動求得圓形工件中心。
|


