程式機能(PROG)

現行程式在編輯狀態<EDIT>,按下【現行程式】可顯示控制器開啟中的程式內容,此時可利用右方之子功能鍵及下方之輸入列對程式進行編輯,按下<確認>鍵則是程式新增空白行,按下<RESET>則可以讓游標光棒回到檔頭。右方子功能鍵有下列功能:
檔案儲存
按下右側【檔案儲存】功能鍵後可儲存目前正在編輯的程式,或群組頁面切換時會自動存檔。
字串搜尋
可搜尋輸入的特定字串,若程式中有2個搜尋字串,可以在搜尋第2次字串。
當如果搜尋不到,系統會提示:關鍵字找不到。
插入複合
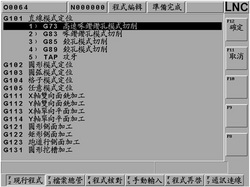
此功能提供各種加工方式,供使用者快速產生程式。按下【插入複合】後畫面如下: 按下【插入複合】後,選定加工方式後按下確定。 |  |
選定加工方式後按下確定,視情況會出現下層選項:
|  |
按下確定後進入下圖的頁面,移動反白光棒至各參數,按下<輸入>輸入數值:
| 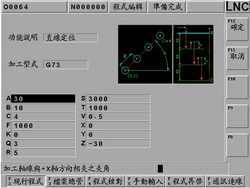 |
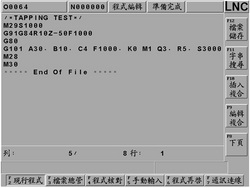
完成後按下【確定】,即產生程式如下:
|  |
編輯複合
若編輯游標停在【插入複合】所產生的指令行,或是該行包含【插入複合】支援的G碼時,此鍵才有作用;此鍵供使用者編輯先前產生的程式。按下此鍵後將會進入如「插入複合功能畫面3」的畫面;若G碼後面沒有指定M參數(加工型式)的值,則會進入如「插入複合功能畫面2」的畫面。操作和插入複合完全相同。
列定位
按下右側【列定位】功能鍵後可直接在對話盒輸入程式的「列」號數後按下【輸入】,使游標直接移到該列定位。
列刪除
可直接刪除游標位置的一列程式碼。注意:刪除後不能復原。
範圍標示
將游標移動到欲標示的起始/結束列按下右方的【範圍標示】功能鍵,再將游標移動到欲標示的結束/起始列的位置後再按一次【範圍標示】功能鍵即可將標示欲標示的列數。
注意:當標示後,可以搭配拷貝或刪除列做多列程式編輯。
取消標示
可取消前次的標示記號。注意:若【標示範圍】不再使用,請使用【取消標示】,以避免誤刪。
拷貝
對程式標示的區域範圍進行複製。
剪下
剪下程式標示的區域範圍。
貼上
貼上前次拷貝或剪下的標示區域的程式碼。
教導模式/取消教導
按下此鍵後畫面會出現絕對座標、相對座標、機械座標供使用者參考,並且右方子功能鍵會多出【插入座標】,供使用者快速插入目前所在位置的絕對座標。
背景程式
在自動模式下,按下【背景程式】可進入背景編輯模式。背景編輯容許使用者在自動模式且執行加工程式時,仍可編輯另外一個加工程式,而編輯的方式與編輯模式下做現行程式之編輯之環境完全相同。
注意:背景程式的檔名永遠為O8999。
若編輯游標停在【插入複合】所產生的指令行,或是該行包含【插入複合】支援的G碼時,此鍵才有作用;此鍵供使用者編輯先前產生的程式。按下此鍵後將會進入如「插入複合功能畫面3」的畫面;若G碼後面沒有指定M參數(加工型式)的值,則會進入如「插入複合功能畫面2」的畫面。操作和插入複合完全相同。
列定位
按下右側【列定位】功能鍵後可直接在對話盒輸入程式的「列」號數後按下【輸入】,使游標直接移到該列定位。
列刪除
可直接刪除游標位置的一列程式碼。注意:刪除後不能復原。
範圍標示
將游標移動到欲標示的起始/結束列按下右方的【範圍標示】功能鍵,再將游標移動到欲標示的結束/起始列的位置後再按一次【範圍標示】功能鍵即可將標示欲標示的列數。
注意:當標示後,可以搭配拷貝或刪除列做多列程式編輯。
取消標示
可取消前次的標示記號。注意:若【標示範圍】不再使用,請使用【取消標示】,以避免誤刪。
拷貝
對程式標示的區域範圍進行複製。
剪下
剪下程式標示的區域範圍。
貼上
貼上前次拷貝或剪下的標示區域的程式碼。
教導模式/取消教導
按下此鍵後畫面會出現絕對座標、相對座標、機械座標供使用者參考,並且右方子功能鍵會多出【插入座標】,供使用者快速插入目前所在位置的絕對座標。
背景程式
在自動模式下,按下【背景程式】可進入背景編輯模式。背景編輯容許使用者在自動模式且執行加工程式時,仍可編輯另外一個加工程式,而編輯的方式與編輯模式下做現行程式之編輯之環境完全相同。
注意:背景程式的檔名永遠為O8999。
檔案總管

在檔案總管畫面,系統提供有關檔案開啟、拷貝、刪除、更名、設定目錄等功能,其詳細說明如下:
開檔選擇
方式一:
進入檔案總管畫面後,可利用方向鍵移動光棒來選擇要開啟的檔案,再按下<確認>後,即可開啟檔案。
方式二:
進入檔案總管畫面後,按下【開檔選擇】鍵後,螢幕視窗上會出現一個對話框,可選擇或直接輸入欲開啟檔名,再按下<確認>,即可開啟檔案。或者在對話框模式中,按左鍵或右鍵可以將光棒切換欄位,或者在對話框模式中,按左鍵或右鍵可以將光棒切換欄位,提供不同開檔方式。
注意:在自動模式下,所開啟檔案為背景程式,在編輯模式下,所開啟檔案自動設定為現行程式,在其他模式下無法開啟檔案。
開檔選擇
方式一:
進入檔案總管畫面後,可利用方向鍵移動光棒來選擇要開啟的檔案,再按下<確認>後,即可開啟檔案。
方式二:
進入檔案總管畫面後,按下【開檔選擇】鍵後,螢幕視窗上會出現一個對話框,可選擇或直接輸入欲開啟檔名,再按下<確認>,即可開啟檔案。或者在對話框模式中,按左鍵或右鍵可以將光棒切換欄位,或者在對話框模式中,按左鍵或右鍵可以將光棒切換欄位,提供不同開檔方式。
注意:在自動模式下,所開啟檔案為背景程式,在編輯模式下,所開啟檔案自動設定為現行程式,在其他模式下無法開啟檔案。
複製檔案
按下【複製檔案】,螢幕視窗上會出現一個檔案拷貝的的對話框,在此視窗中可選擇或輸入來源檔案之路徑及檔名作為檔案拷貝的來源檔案,如圖: 或者在對話框模式中,按左鍵或右鍵可以將光棒切換欄位,提供不同路徑切換方式。 | 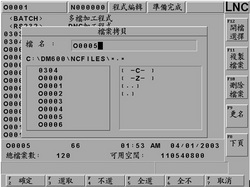 |
輸入完成後按下確定鍵,進入目的檔案的輸入畫面。在目的檔案欄內可輸入拷貝的目的路徑及檔名,若只輸入檔名則檔案路徑為系統預設值。如圖:若目的檔案已存在則出現提示視窗,請確認是否進行覆寫的動作。
若程式正確進行拷貝則在訊息提示區顯示「拷貝中….」。複製完成後在訊息提示區顯示「拷貝完成」。 複製檔案之多檔拷貝 除了單一檔案複製,控制器也提供多個檔案選取,在對話框模式中,按左鍵或右鍵可以將光棒切換欄位到左邊,在按【選取】會將檔案打勾表示選取,在按下【確定】即可。 可搭配【不選】、【全選】、【全不】來管理打勾表示。 | 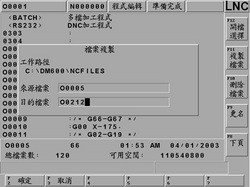 |
刪除檔案
按下此子功能後,螢幕上會出現一個對話框,來選擇欲刪除的檔案,按下【確定】後系統會提示(刪除確認),刪除完成後,使用者可以用【檔案總管】做確認。
複製檔案之多檔刪除
除了單一檔案刪除,控制器也提供多個檔案刪除選取,在對話框模式中,按左鍵或右鍵可以將光棒切換欄位到左邊,在按【選取】會將檔案打勾表示選取,
在按下【確定】即可刪除,按下【確定】後系統會提示(刪除確認)。
可搭配【不選】、【全選】、【全不】來管理打勾表示。
更名
1.按下更名功能鍵後,螢幕上會出現一個更名檔案來源視窗,可選擇要變更的來源檔名,完成後按下確定鍵,進入檔案更名視窗。
2.在更名視窗的可輸入變更後的目的檔名,再按確定進行更名。更名完成後,使用者可以用【檔案總管】作確認。
設定目錄
按下此子功能後,螢幕上會出現加工程式目錄設定的對話框,可利用此對話框或直接輸入工作路徑來設定加工程式的目錄。
注意:不可與現行控制器已使用之目錄名稱重複。
檔案下載
係指由PC端傳輸檔案到NC端,同時令NC將該檔案儲存於NC本身的外部儲存裝置。
檔案上傳
係指由NC端傳輸檔案到PC端,同時令PC將該檔案儲存於PC本身的外部儲存裝置。
按下此子功能後,螢幕上會出現一個對話框,來選擇欲刪除的檔案,按下【確定】後系統會提示(刪除確認),刪除完成後,使用者可以用【檔案總管】做確認。
複製檔案之多檔刪除
除了單一檔案刪除,控制器也提供多個檔案刪除選取,在對話框模式中,按左鍵或右鍵可以將光棒切換欄位到左邊,在按【選取】會將檔案打勾表示選取,
在按下【確定】即可刪除,按下【確定】後系統會提示(刪除確認)。
可搭配【不選】、【全選】、【全不】來管理打勾表示。
更名
1.按下更名功能鍵後,螢幕上會出現一個更名檔案來源視窗,可選擇要變更的來源檔名,完成後按下確定鍵,進入檔案更名視窗。
2.在更名視窗的可輸入變更後的目的檔名,再按確定進行更名。更名完成後,使用者可以用【檔案總管】作確認。
設定目錄
按下此子功能後,螢幕上會出現加工程式目錄設定的對話框,可利用此對話框或直接輸入工作路徑來設定加工程式的目錄。
注意:不可與現行控制器已使用之目錄名稱重複。
檔案下載
係指由PC端傳輸檔案到NC端,同時令NC將該檔案儲存於NC本身的外部儲存裝置。
檔案上傳
係指由NC端傳輸檔案到PC端,同時令PC將該檔案儲存於PC本身的外部儲存裝置。
程式核對

在自動模式下,按下【程式核對】主功能鍵,可進入自動程式核對畫面,右方之子功能鍵提供核對的選項,如圖:
單節核對
主螢幕區的上半段顯示程式的內容,而現在執行中的程式會以反白顯示。下半段則是絕對座標值,餘移動量,M/S/G/T碼現值、實際速度顯示等。
現單節
顯示現在執行單節的資訊。
次單節
顯示下一單節的資訊。
單節核對
主螢幕區的上半段顯示程式的內容,而現在執行中的程式會以反白顯示。下半段則是絕對座標值,餘移動量,M/S/G/T碼現值、實際速度顯示等。
現單節
顯示現在執行單節的資訊。
次單節
顯示下一單節的資訊。
手動輸入

在手動輸入模式下,按下【手動輸入】主功能鍵,可進入MDI畫面如下圖,在此畫面下,可以直接執行所輸入的單節程式,系統也提供使用者輸入多行程式,稱為多行MDI。
操作方式為,使用者鍵入動作指令,按下【登錄】後,這指令將會出現在主螢幕區的左半部,然後按下啟動(Cycle Start)鍵,此指令將立即被執行,並顯示相關的資訊。
以這種方式來做測試動作,一方面比較安全,另一方面也節省時間。
操作方式也提供【編輯清空】、【整列刪除】,增加操作之便利性。
存檔
當使用者在MDI功能下鍵入動作多行指令後,可按下【存檔】並在對話框輸入欲儲存之檔名,即可將MDI之檔案儲存。
操作方式為,使用者鍵入動作指令,按下【登錄】後,這指令將會出現在主螢幕區的左半部,然後按下啟動(Cycle Start)鍵,此指令將立即被執行,並顯示相關的資訊。
以這種方式來做測試動作,一方面比較安全,另一方面也節省時間。
操作方式也提供【編輯清空】、【整列刪除】,增加操作之便利性。
存檔
當使用者在MDI功能下鍵入動作多行指令後,可按下【存檔】並在對話框輸入欲儲存之檔名,即可將MDI之檔案儲存。
程式再啓

當程式加工的過程中發生刀具毀損或緊急停止或其它情形因而加工程序中斷時,此功能可搜尋程式的中斷點(單節序號或程式行號),重新啟動加工程序,亦可做為程式的快速檢查功能。
注意:設定程式再啟動做法,將系統參數650號設定為1,使用程式再啟動第二做法(呼叫O9888)
允許輸入限制
當NC為[自動模式]且[準備完成]時,即可在輸入列輸入要搜尋程式重新啟動點。
程式行號搜尋
輸入欲重新啟動的“程式行號”(例如:400)按下「確定,」押下【重啟搜尋】功能鍵。則NC由目前的加工程式檔的第一行程式開始搜尋,直到程式行號為“400”號時彈出找到程式重新起動點的提示視窗,完成重新起動點的搜尋。
註:加工副程式或MACRO的行號,不列入搜尋範圍。
單節序號搜尋輸入欲重新啟動的“單節序號”(例如:N555),押下“重啟點搜尋”功能鍵,則NC由目前的加工程式檔的第一行程式開始搜尋,當搜尋到程式中(含加工副程式及MACRO)的“單節序號”和輸入值相同時,彈出找到程式重新起動點的提示視窗,若搜尋到的現單節就是程式重啟點,使用者即可進行下一步的操作,若現單節不是要重新啟動的單節,使用者可再押下[下一搜尋]功能鍵,尋找下一個符合條件的單節。
註:在canned cycle內的單節序號不列入搜尋。
如當輸入的格式不是程式行號或是單節序號時,NC在提示列顯示“格式錯誤”。
如輸入的行號或輸入的單節序號在主程式中搜尋不到時,NC會彈出[找不到程式重新啟動點]訊息提示視窗。
1.程式行號:顯示主程式現單節(光棒位置)的行號。
2.重新啟動點座標:押下[重啟搜尋]功能鍵,在找到重新啟動點後,顯示“程式重啟點”位置之絕對座標。
3.餘移動量:押下[重啟搜尋]功能鍵,在找到重新啟動點後,顯示刀具由目前位置移至“重新啟動點”所要移動的距離。
4.(M):押下[重啟搜尋]功能鍵,在找到重新啟動點後,會依程式碼搜尋的順序,提示出最新指定的14個M碼。
*在程式再啟動的搜尋過程中,如找M99(主程式循環切削),則NC會程式結束,並離開程式再啟動的搜尋動作。
*在程式再啟動的搜尋過程中,NC會顯示最新指定的14個M碼,但不包含系統使用的M碼,如M00(程式暫停),M01(選擇暫停),M02(程式結束),M30(程式結束並返回程式頭),M98(呼叫副程式),M99(返回主程式),呼叫巨集程式的M碼。
5.(S):押下[重啟搜尋]功能鍵,在找到重新啟動點後,會依程式碼搜尋的順序,提示出最新指定的S碼。
6.(T):押下[重啟搜尋]功能鍵,在找到重新啟動點後,會依程式碼搜尋的順序,提示出最新指定的2個T碼。
重啟搜尋
當使用者已由輸入列輸入要搜尋的重新啟動點時,再押下此功能鍵,NC即開始進行搜尋的動作,進人程式再啟動的操作程序。
在搜尋的過程中不可進行模式切換,但如在搜尋的過程中發生模式切換動作時,NC會等找到重啟點並進入區段停止後,再進行模式的切換動作。
啟動加工
在程式再啟動操作程序中,執行啟動加工(Cycle Start)時,會先確認各伺服軸的實際位置是否已在“重新啟動點”的位置上(各軸無餘移動量),如NC已在“重新啟動點”的位置上,NC會從重新啟動點處開始加工。
如押下啟動加工(Cycle Start)未在“重新啟動點”位置上,則NC不會進行加工動作。
離開程式再啟動的操作程序:下列的情形下系統將離開程式再啟動的操作程序。
1.找到重新啟動點,且各軸回到重啟點位置(各軸無餘移動量)時,押下Cycle Start進行加工後,完成程式再啟動的操作程序。
2.押下“RESET”鍵,離開程式再啟動的操作程序,NC清除已搜尋資料。
3.當系統切換至原點模式,且執行回原點動作時,立即離開程式再啟動的操作程序。
注意:設定程式再啟動做法,將系統參數650號設定為1,使用程式再啟動第二做法(呼叫O9888)
允許輸入限制
當NC為[自動模式]且[準備完成]時,即可在輸入列輸入要搜尋程式重新啟動點。
程式行號搜尋
輸入欲重新啟動的“程式行號”(例如:400)按下「確定,」押下【重啟搜尋】功能鍵。則NC由目前的加工程式檔的第一行程式開始搜尋,直到程式行號為“400”號時彈出找到程式重新起動點的提示視窗,完成重新起動點的搜尋。
註:加工副程式或MACRO的行號,不列入搜尋範圍。
單節序號搜尋輸入欲重新啟動的“單節序號”(例如:N555),押下“重啟點搜尋”功能鍵,則NC由目前的加工程式檔的第一行程式開始搜尋,當搜尋到程式中(含加工副程式及MACRO)的“單節序號”和輸入值相同時,彈出找到程式重新起動點的提示視窗,若搜尋到的現單節就是程式重啟點,使用者即可進行下一步的操作,若現單節不是要重新啟動的單節,使用者可再押下[下一搜尋]功能鍵,尋找下一個符合條件的單節。
註:在canned cycle內的單節序號不列入搜尋。
如當輸入的格式不是程式行號或是單節序號時,NC在提示列顯示“格式錯誤”。
如輸入的行號或輸入的單節序號在主程式中搜尋不到時,NC會彈出[找不到程式重新啟動點]訊息提示視窗。
1.程式行號:顯示主程式現單節(光棒位置)的行號。
2.重新啟動點座標:押下[重啟搜尋]功能鍵,在找到重新啟動點後,顯示“程式重啟點”位置之絕對座標。
3.餘移動量:押下[重啟搜尋]功能鍵,在找到重新啟動點後,顯示刀具由目前位置移至“重新啟動點”所要移動的距離。
4.(M):押下[重啟搜尋]功能鍵,在找到重新啟動點後,會依程式碼搜尋的順序,提示出最新指定的14個M碼。
*在程式再啟動的搜尋過程中,如找M99(主程式循環切削),則NC會程式結束,並離開程式再啟動的搜尋動作。
*在程式再啟動的搜尋過程中,NC會顯示最新指定的14個M碼,但不包含系統使用的M碼,如M00(程式暫停),M01(選擇暫停),M02(程式結束),M30(程式結束並返回程式頭),M98(呼叫副程式),M99(返回主程式),呼叫巨集程式的M碼。
5.(S):押下[重啟搜尋]功能鍵,在找到重新啟動點後,會依程式碼搜尋的順序,提示出最新指定的S碼。
6.(T):押下[重啟搜尋]功能鍵,在找到重新啟動點後,會依程式碼搜尋的順序,提示出最新指定的2個T碼。
重啟搜尋
當使用者已由輸入列輸入要搜尋的重新啟動點時,再押下此功能鍵,NC即開始進行搜尋的動作,進人程式再啟動的操作程序。
在搜尋的過程中不可進行模式切換,但如在搜尋的過程中發生模式切換動作時,NC會等找到重啟點並進入區段停止後,再進行模式的切換動作。
啟動加工
在程式再啟動操作程序中,執行啟動加工(Cycle Start)時,會先確認各伺服軸的實際位置是否已在“重新啟動點”的位置上(各軸無餘移動量),如NC已在“重新啟動點”的位置上,NC會從重新啟動點處開始加工。
如押下啟動加工(Cycle Start)未在“重新啟動點”位置上,則NC不會進行加工動作。
離開程式再啟動的操作程序:下列的情形下系統將離開程式再啟動的操作程序。
1.找到重新啟動點,且各軸回到重啟點位置(各軸無餘移動量)時,押下Cycle Start進行加工後,完成程式再啟動的操作程序。
2.押下“RESET”鍵,離開程式再啟動的操作程序,NC清除已搜尋資料。
3.當系統切換至原點模式,且執行回原點動作時,立即離開程式再啟動的操作程序。
通訊連線(RS232)

在編輯模式下,【通訊連線】功能可達到控制器與其他PC之間的檔案傳送或接收。子功能鍵【檔案傳輸】操作及說明如下:
檔案傳輸
在此畫面中可進行RS-232的檔案傳送,讀取,儲存,重置等操作。在使用RS232功能前,請確認硬體接線是否正確,且RS232通訊協定之設定與遠端裝置取得一致。
檔案傳輸
在此畫面中可進行RS-232的檔案傳送,讀取,儲存,重置等操作。在使用RS232功能前,請確認硬體接線是否正確,且RS232通訊協定之設定與遠端裝置取得一致。
【傳送】按下傳送鍵時,出現檔案選擇的視窗,選擇所要傳送的檔案後,
再按下確定鍵即可將檔案經由RS232傳送出去。 【讀取】若要從PC端取得資料,必須先按下此功能鍵,讓系統準備接收資料, PC端才能開始傳輸。 【儲存】當外部傳入一個程式檔案到控制器的RS232視窗中後, 再按下此鍵可選擇或直接輸入檔案的儲存路徑和檔名。 【清除】放棄並清除在視窗中的程式檔案。 【重置】放棄檔案傳輸,並重新設定通訊協定,建立RS232連線。 |  |


